
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
TOP nabídka






123 Seznam Mřížka








BUAJ 28/630


BPH 320 A












GRW-4010

BUA 16 A





BUA 63/1000















BUC 63 B/3000





RHU 750








BDU 80

BUC E 63/3000 CNC







NORMA 75






SG-30100 AHD






LISSMAC PRIMA-W-413-RRTT







TT60-20L-C1










BUC 63 A /3000










RS 1000 C CL







540L





BUB 50/1000


BDU 80












BPH 320 A










BHU 32/1000





















BUC 63/ 6000




BUA 63/1000




ELB







NOVA 2GR 10/65 CNC


JES 12
123Bruska
BUAJ 28/630
TOS Hostivař
Inv. č.: 251249
Rok výroby:1990
: 280
: 630
: 70
: ano
: 9,3
: 2300
BPH 320 A
TOS Hostivař
Inv. č.: 231741
: 1000
: 320
: 350
: Horizontální
: 4
: 6,8
GRW-4010
Goodway
Inv. č.: 241085
Rok výroby:2018
: M 70
: 400
: 1000
: 750
: ne
BUA 16 A
TOS Hostivař
Inv. č.: 241482
Rok výroby:1978
: 160
: 250
: 10
: ano
: 1900x1100x1500
: 1400
BUA 63/1000
TOS Hostivař
Inv. č.: 241854
: 630
: 1000
: 900
:
: MORSE 6
: 315
BUC 63 B/3000
TOS Hostivař
Inv. č.: 251050
Rok výroby:1989
: E 44
: 630
: 3000
: 1900
: ano
: 10000 x 3400 x 2000
RHU 750
Fritz Studer AG
Inv. č.: 241448
: 250
: 750
:
: ne
: 3
: 2400 x 1300 x 1500
BDU 80
České závody motocyklové
Inv. č.: 241600
: 400
: 250
: 600
: 100
: 3670x2020x1600
: 3300
BUC E 63/3000 CNC
Fermat
Inv. č.: 201954
Rok výroby:2022
: Sinumerik 840D Sl - 802 D si - Sinumerik 840D Sl - 802 D si
: 630
: 3000
: 3000
: ano
: 18,5
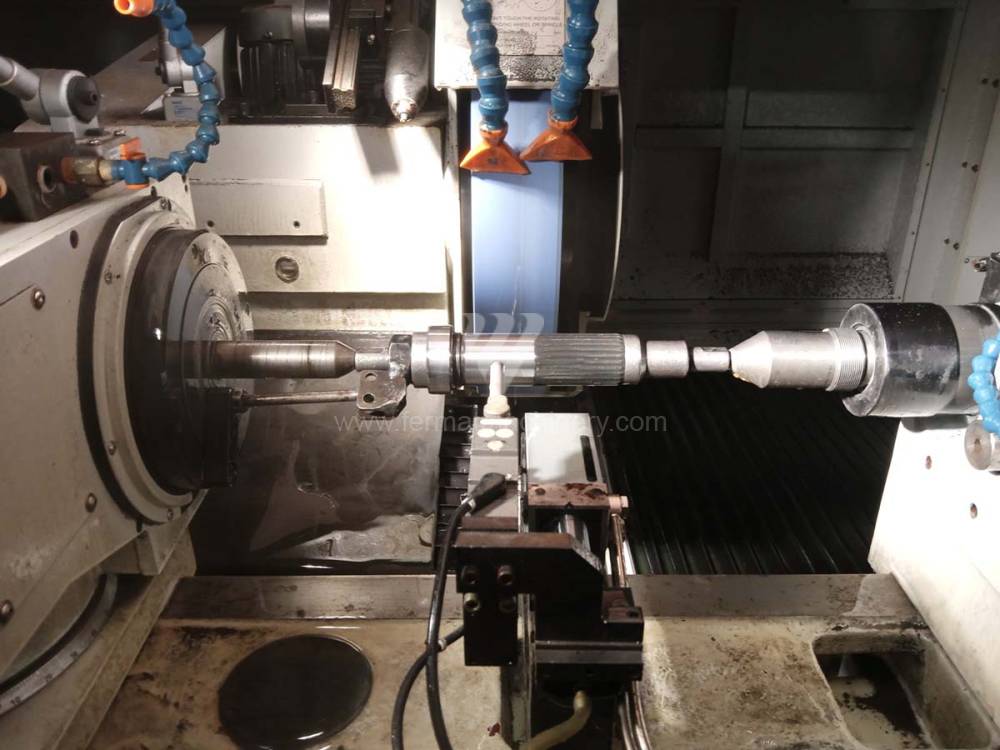
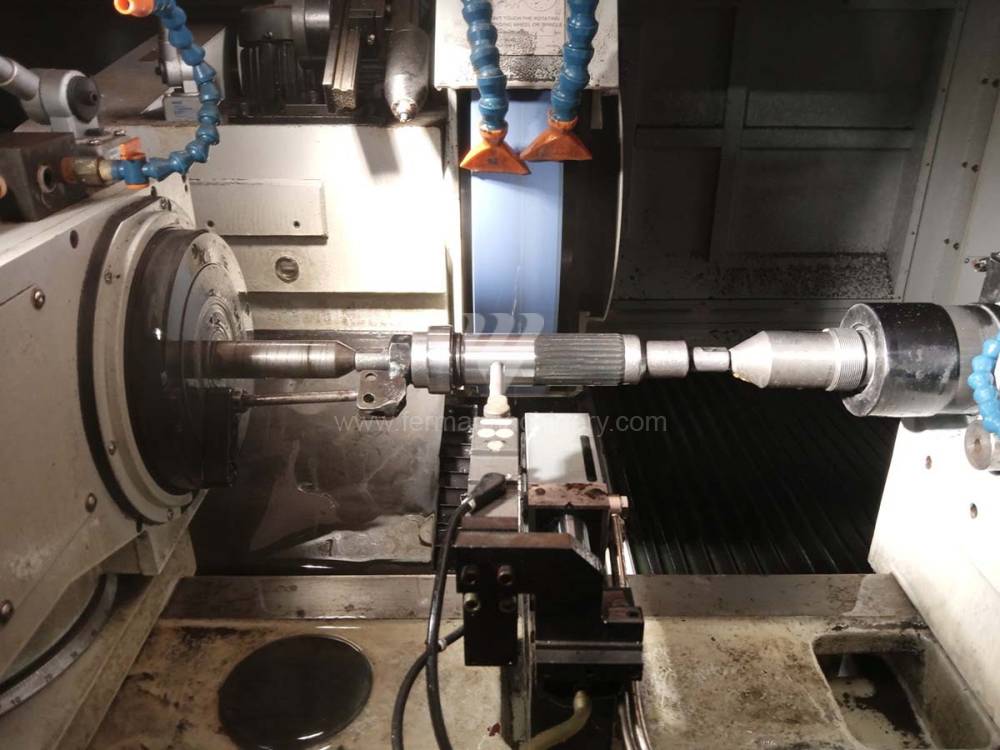
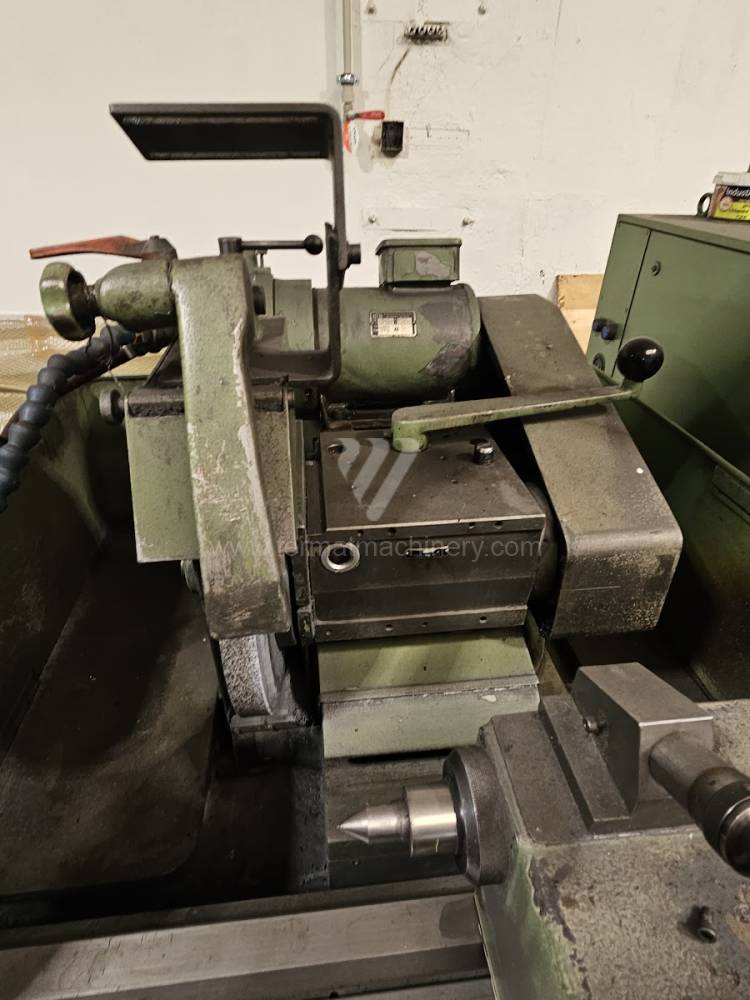
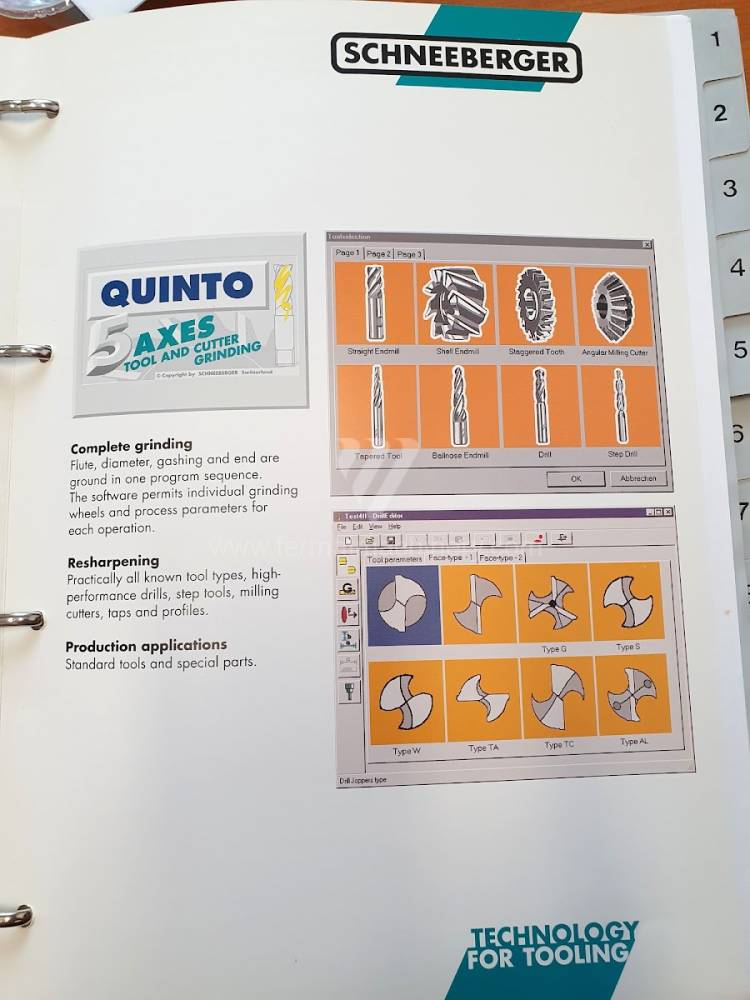
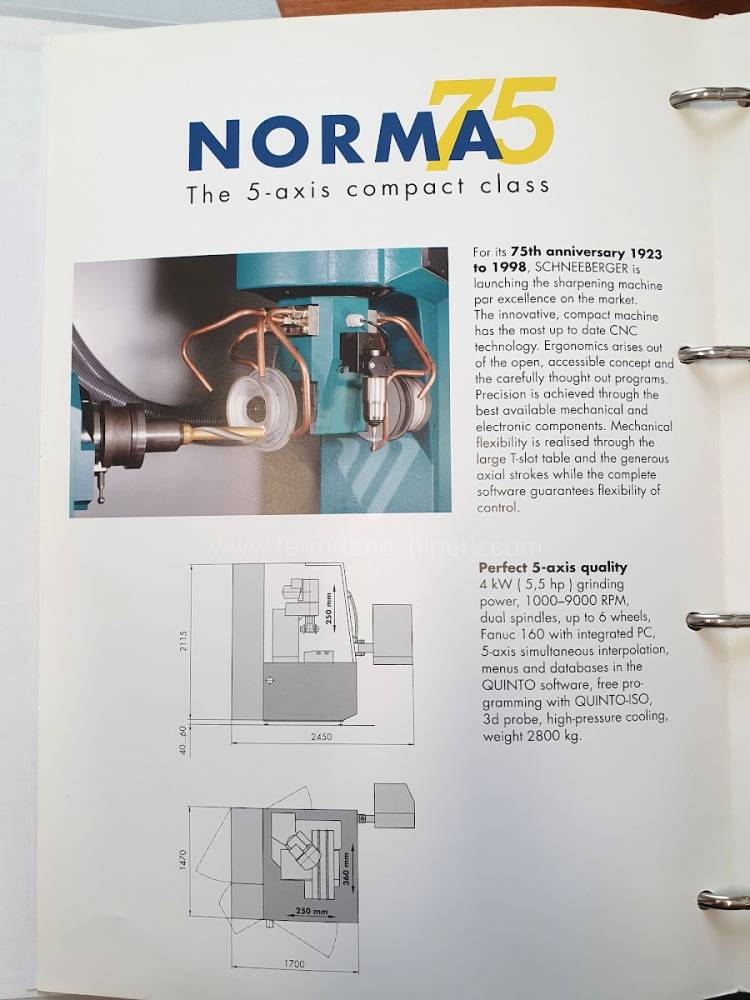
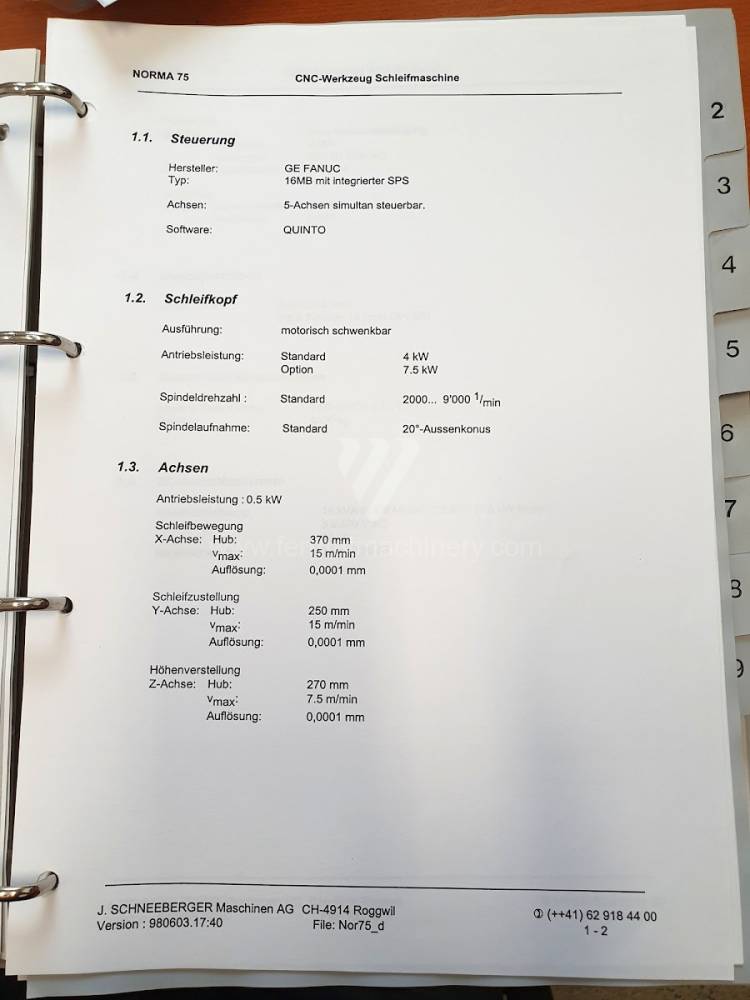
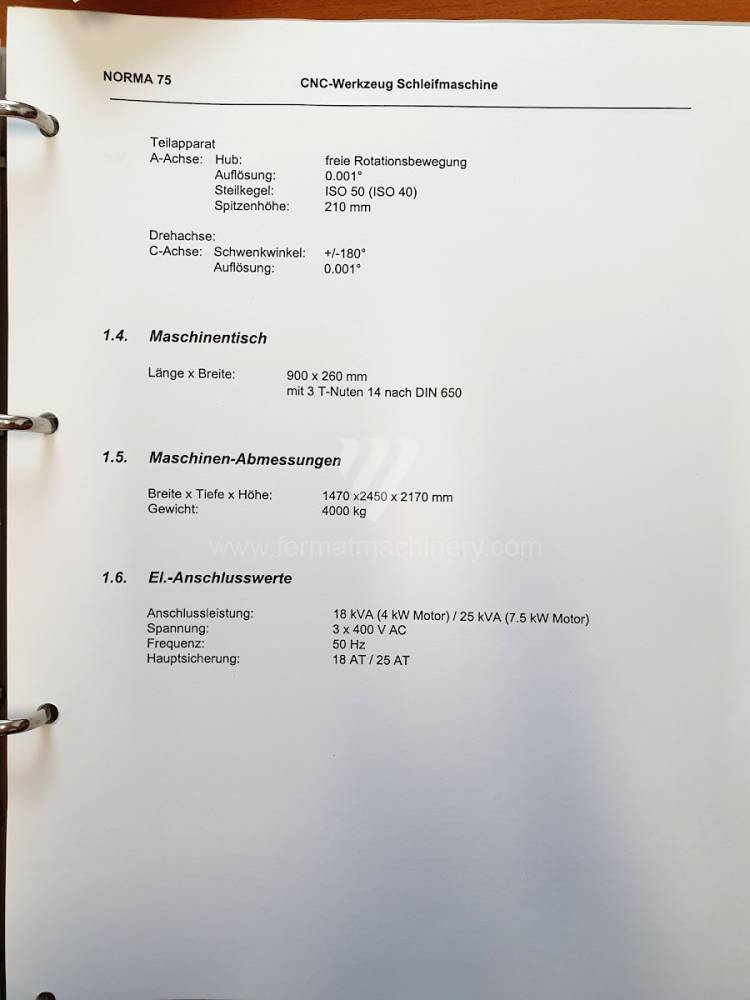
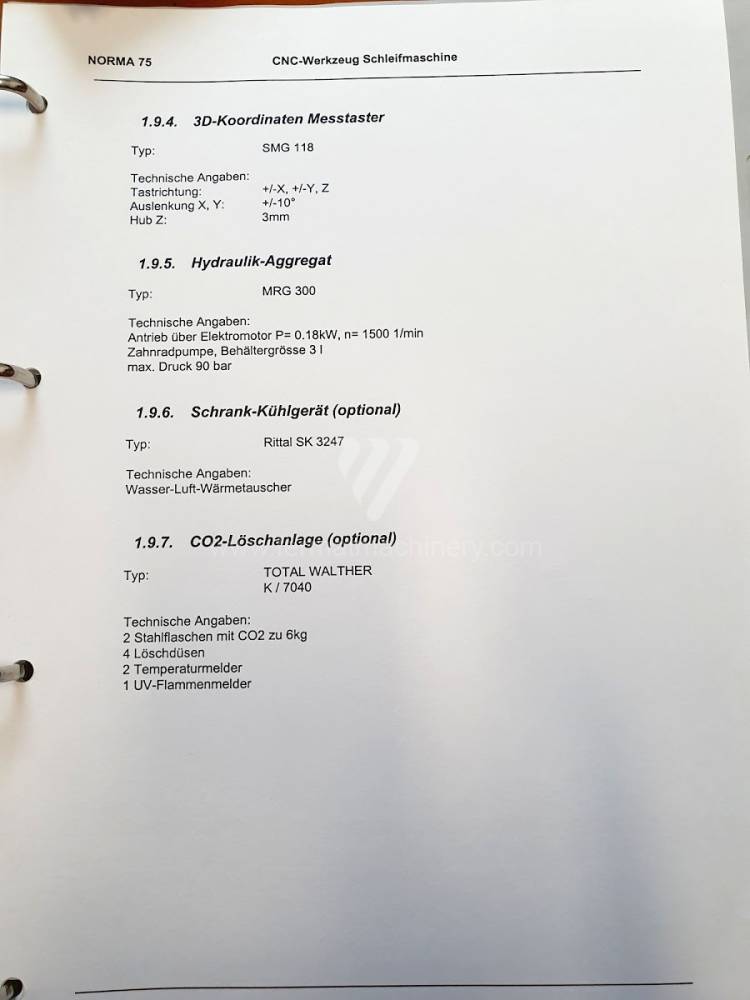
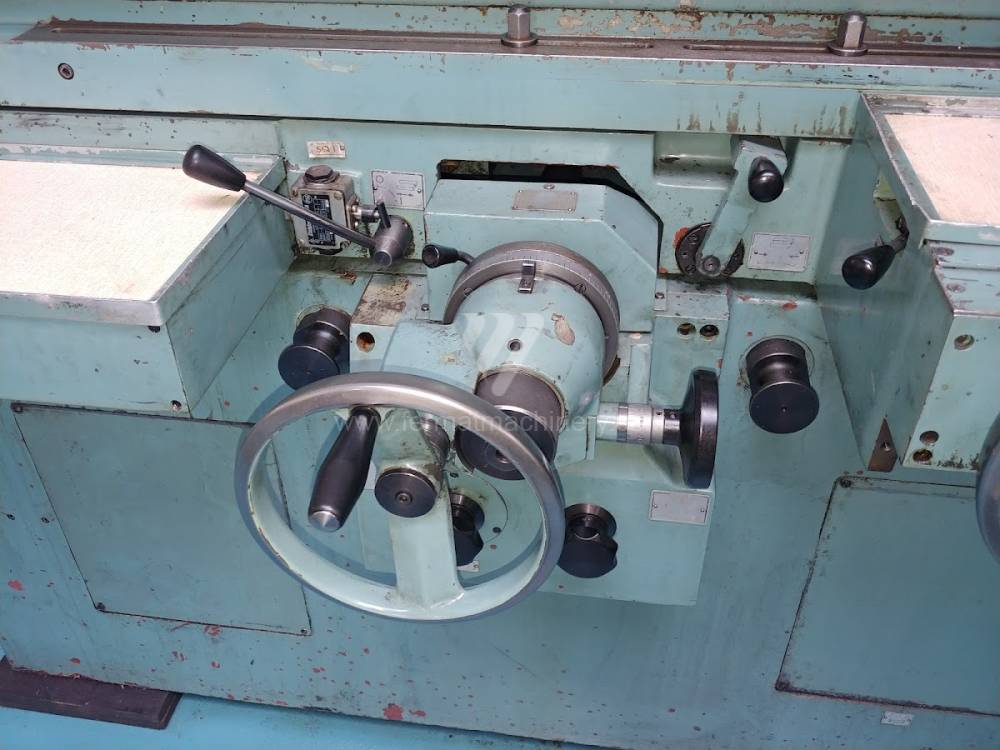
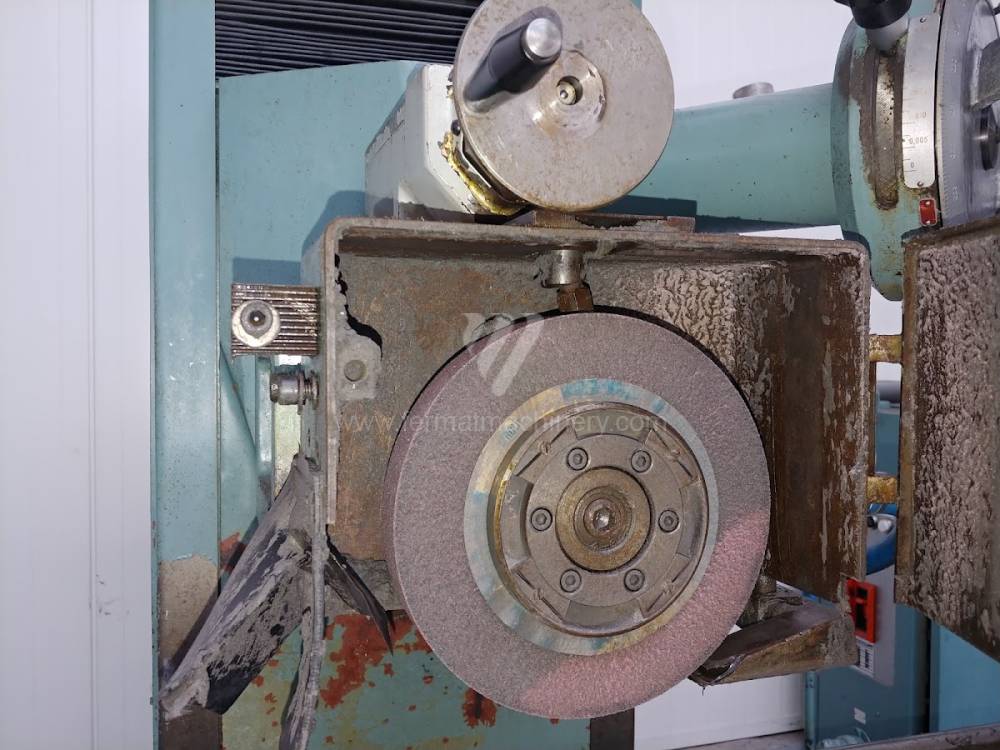
NORMA 75
Schneeberger
Inv. č.: 231811
Rok výroby:2001
: 160 i - MB control
:
: 360x250x250
: 900x260
: 370
: 250
SG-30100 AHD
Unknown
Inv. č.: 231697
Rok výroby:2016
: 1020
: 305
: 380
: Horizontální
: 4
: 400
LISSMAC PRIMA-W-413-RRTT
Bütfering
Inv. č.: 221489
Rok výroby:2001
: Simatic S7
:
: 1300
:
: Horizontální
: 58
TT60-20L-C1
Praise
Inv. č.: 241997
Rok výroby:2015
: 0i Mate - MD
: 600
: 2000
: 6000
: ne
BUC 63 A /3000
TOS Čelákovice
Inv. č.: 231959
Rok výroby:1988
: 630
: 3000
: 2500
: ne
RS 1000 C CL
Geibel & Hotz
Inv. č.: 241138
Rok výroby:2019
:
: 280
: 1000
: 100
: ne
: 400
540L
Jones & Shipman
Inv. č.: 241369
: 480
: 170
:
: Horizontální
: 450x150
: 1,5
BUB 50/1000
Cetos
Inv. č.: 241986
: Simatic S 5
: 500
: 1000
: 500
: ano
: 11
BDU 80
ČZM Strakonice
Inv. č.: 241705
Rok výroby:1990
: 220
: 120
:
: 2600
BPH 320 A
TOS Hostivař
Inv. č.: 241304
Rok výroby:1989
: 1000
: 320
: 350
: Horizontální
: 4
: 6,8
BHU 32/1000
TOS Hostivař
Inv. č.: 251046
Rok výroby:1995
: 320
: 1000
: 300
: ne
: 1890x2320x1720
: 5100
BUC 63/ 6000
TOS Hostivař
Inv. č.: 241945
Rok výroby:1991
:
: 630
: 6000
: 3000
: ne
: MORSE 6
BUA 63/1000
TOS Hostivař
Inv. č.: 241816
Rok výroby:1976
: 630
: 1000
: 900
:
: MORSE 6
: 315
ELB
ELB-SCHLIFF
Inv. č.: 241322
: 600
: 300
:
: Horizontální
NOVA 2GR 10/65 CNC
Meccanica Nova
Inv. č.: 161558
Rok výroby:1989
: Simatic S7-300
: 65
: 65
: 40
: 10
: 40
JES 12
Bahmueller
Inv. č.: 242025
Rok výroby:1983
:
: 10-250
: 400
: 3150
: 2200 x 3250 x 1950
Broušení je dokončovací operace obrábění, která umožňuje získat vysokou přesnost obrobené plochy. Je to metoda obrábění mnohobřitými nástroji (brusnými kotouči) s nedefinovatelnou řeznou geometrií břitu (zrny brusiva), které jsou spojeny pojivem, kdy se nástroj otáčí velkou obvodovou rychlostí proti směru rotace obrobku. Broušení slouží k dosažení přesných rozměrů, požadovaných geometrických tolerancí a drsnosti povrchu Ra až 0,1 μm. Broušení je ve strojním průmyslu nepostradatelnou technologií a tvoří důležitou fázi výrobního procesu.
Brusky hrotové, bezhroté:
- Mezi brusky na kulato řadíme brusky hrotové a bezhroté. Slouží k broušení vnitřních a vnějších rotačních ploch, popřípadě i nekruhovému broušení (vačky, kliky).
U hrotových brusek je obvykle obrobek upnut mezi hroty a otáčení je realizováno pomocí unašeče, který je upevněn na povrch obrobku a spojen s unášecím vřeteníkem. Pro vnitřní broušení se upínání realizuje pomocí sklíčidla nebo magnetické desky, kleštiny (tj. upnutí letmo) tak, aby z druhé strany mohlo probíhat broušení otvoru. Zde patří typy:
- BHU,
- BUB,
- BUC,
- BUT,
- BUA,
- UB atd.
Mezi významné výrobce patří: FERMAT, TOS, STUDER, DANOBAT, KELLENBERGER, ERWIN JUNKER.
Bezhroté brusky jsou také určeny k broušení rotačních ploch. Rozdílné je upnutí obrobku na stroji. Ten je podepřen opěrným pravítkem a obrobek je umístěn mezi dva kotouče – brusný a unášecí. Brusný kotouč se obvykle točí rychleji a zajišťuje samotné broušení. Unášecí kotouč je nejčastěji vyroben z pružného materiálu (například guma) a zajišťuje dostatečné přitlačení. např. Typ BB.
Brusky na nástroje a jiné:
Brusky, které využívají princip broušení „na plocho“, se nazývají rovinné.Dále jsou to například brusky na ostření nástrojů, brusky na broušení závitů, ozubených kol nebo vačkových a klikových hřídelí. Trendem posledních let jsou brousící centra.