
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
123 Lista Reja



PUMA 4100A




MT 550i/1500 CNC




LYNX 300






SL 30 THE


SL 25



SE-325



QUICK TURN NEXUS 200-II MS





T-6













G 200 compact

















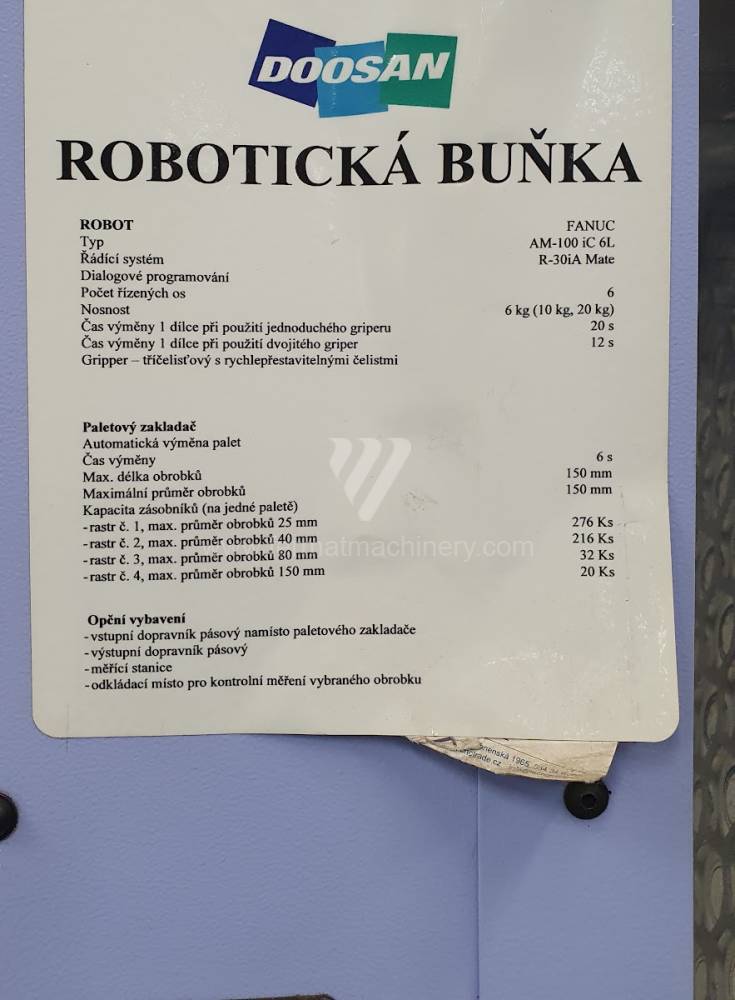
LYNX 2100A + ROBOTEC APC7









HT 25R






ST-25
123Torno CNC - diámetro de hasta 800 mm
PUMA 4100A
Doosan
Núm. de inventario: 251162
Año de fabricación:2018
Sistema de control Fanuc: i Series
Diámetro de giro: 790 mm
: 1074
Lecho inclinado: Sí
Perforación del husillo: 102 mm
: Sí
MT 550i/1500 CNC
KOVOSVIT MAS, a.s.
Núm. de inventario: 241958
Año de fabricación:2021
Sistema de control Heidenhain: Manual Plus 620
Diámetro de giro: 550 mm
: 1500
Lecho inclinado: No
Perforación del husillo: 82 mm
: No
LYNX 300
Doosan
Núm. de inventario: 231916
Año de fabricación:2011
Sistema de control Fanuc: i Series
Diámetro de giro: 450 mm
: 750
Lecho inclinado: Sí
Perforación del husillo: 76 mm
: Sí
SL 30 THE
Haas Automation
Núm. de inventario: 241695
Año de fabricación:2007
Sistema de control Haas:
Diámetro de giro: 760 mm
: 860
Lecho inclinado: Sí
Perforación del husillo: 76 mm
: Sí
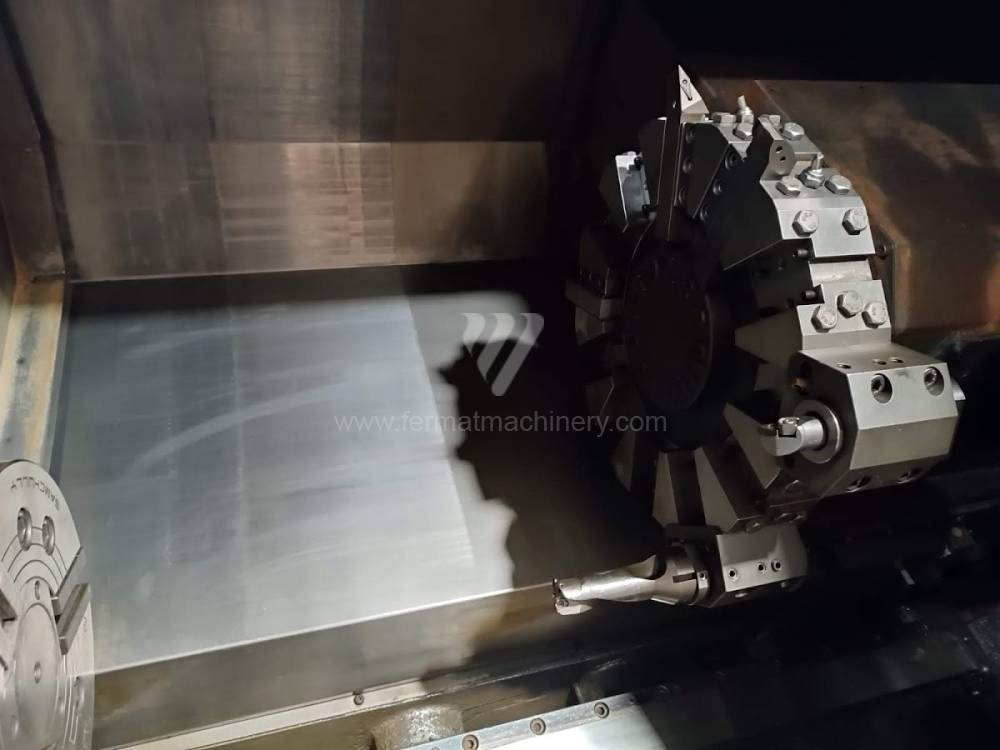
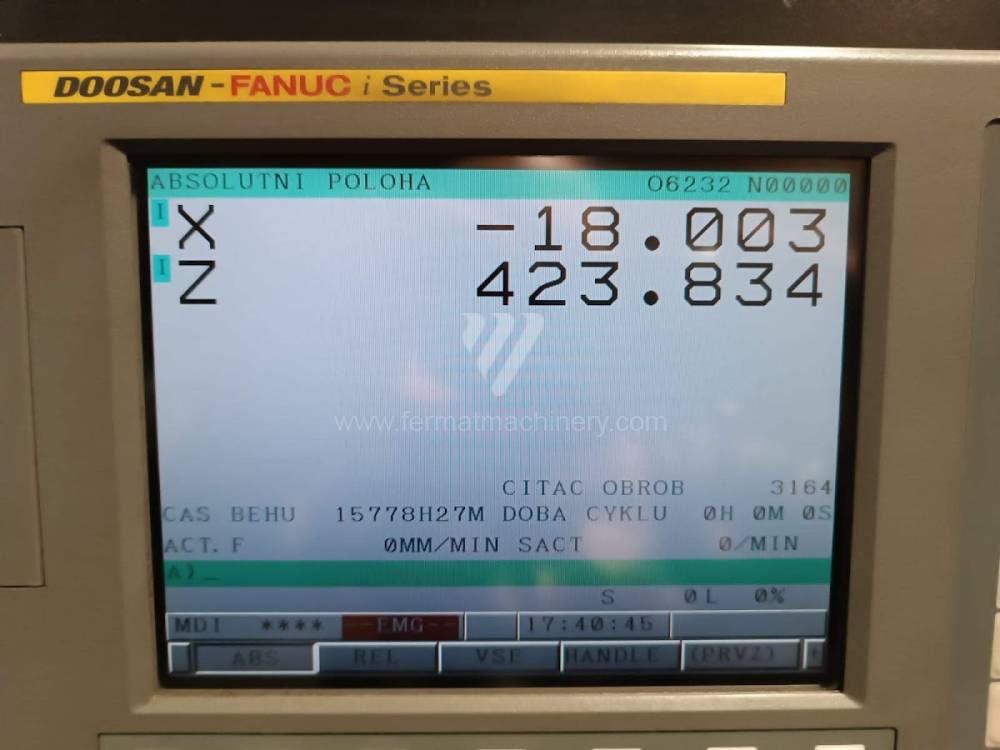
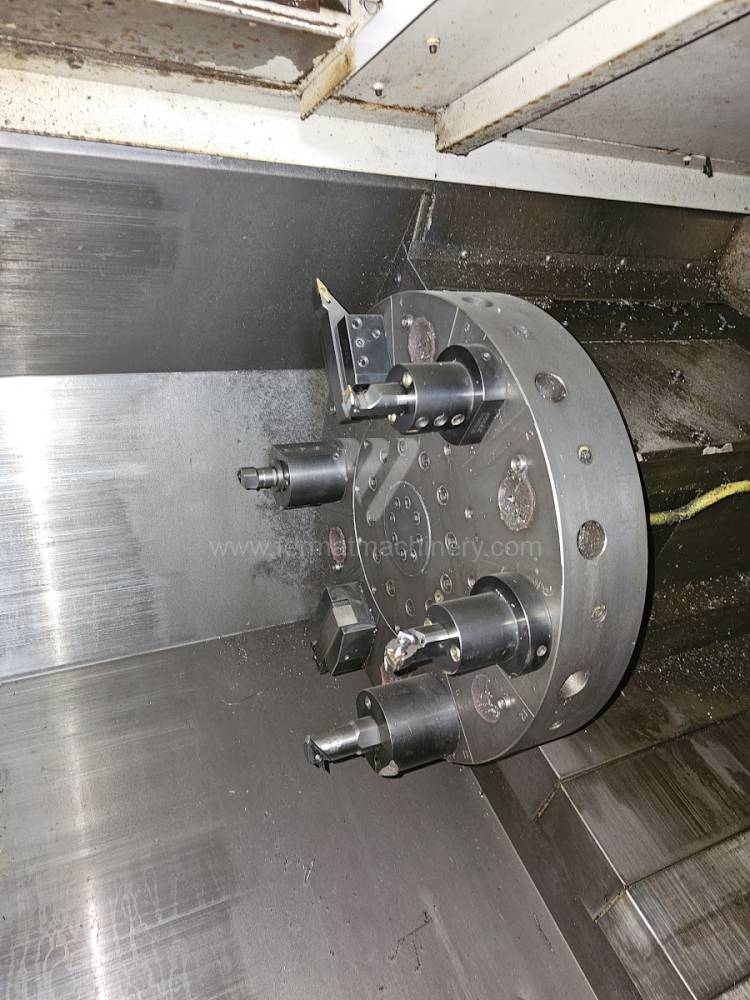
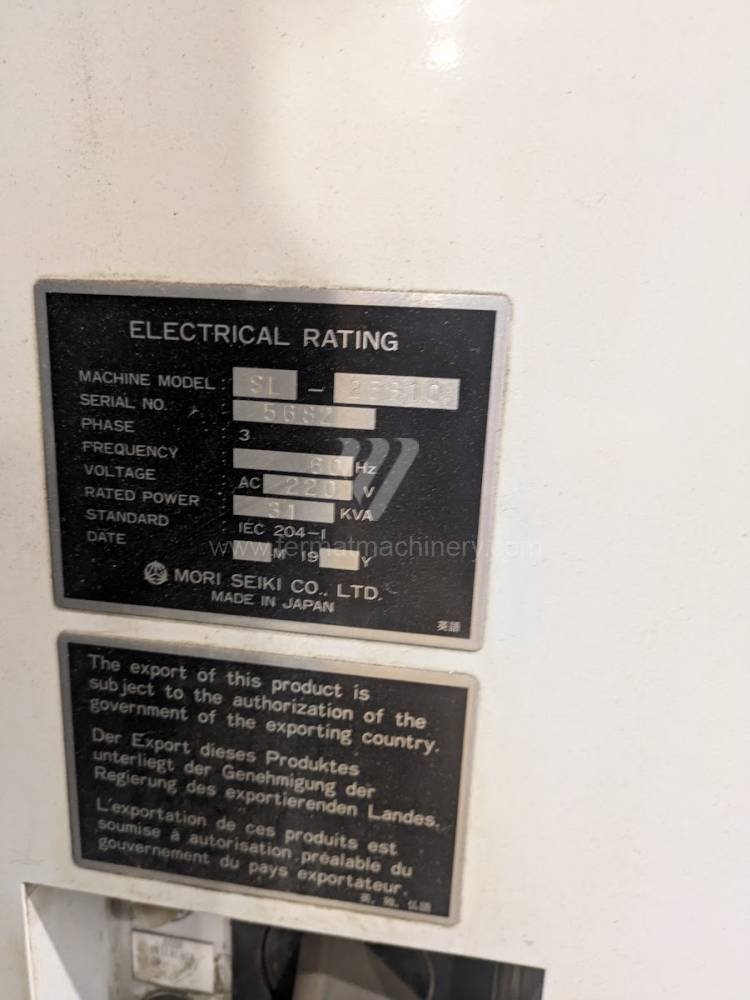
SL 25
MORI SEIKI
Núm. de inventario: 251256
Sistema de control Fanuc:
Diámetro de giro: 260 mm
: 1000
Lecho inclinado: Sí
Perforación del husillo: 80 mm
: Sí
SE-325
PINACHO
Núm. de inventario: 241548
Año de fabricación:2017
: 8037T
Diámetro de giro: 652 mm
: 2000
Lecho inclinado: No
Perforación del husillo: mm
: No
QUICK TURN NEXUS 200-II MS
MAZAK
Núm. de inventario: 181014
Año de fabricación:2013
: MATRIX NEXUS
Diámetro de giro: 675 mm
: 575
Lecho inclinado: Sí
Perforación del husillo: 66 mm
Diámetro máx. de la pieza trabajada: 380 mm
T-6
LEADWELL
Núm. de inventario: 172013
Año de fabricación:2006
Sistema de control Fanuc: 0i Mate - MD
Lecho inclinado: Sí
Perforación del husillo: 51 mm
Diámetro de giro: 380 mm
: 420
: 2
G 200 compact
Index
Núm. de inventario: 242023
Año de fabricación:1997
Diámetro de giro: 200 mm
: 420
Lecho inclinado: Sí
Perforación del husillo: 60 mm
: Sí
: 0 - 5000
LYNX 2100A + ROBOTEC APC7
Doosan
Núm. de inventario: 241619
Año de fabricación:2017
Sistema de control Fanuc: i Series
Diámetro de giro: 600 mm
: 330
Lecho inclinado: Sí
Perforación del husillo: 61 mm
: Sí
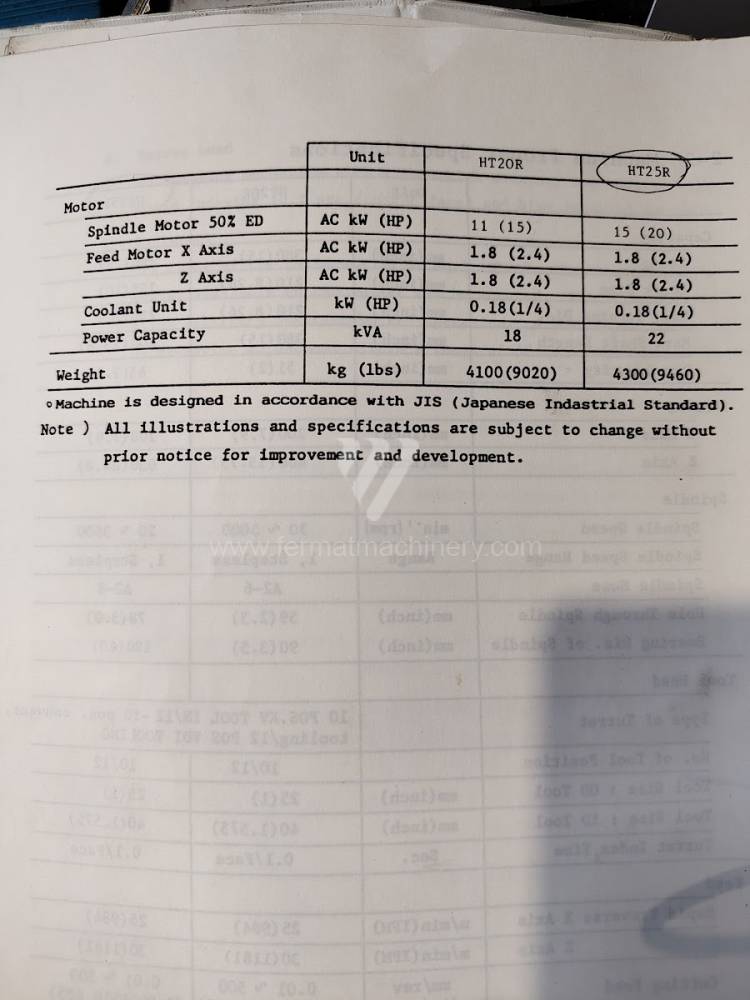
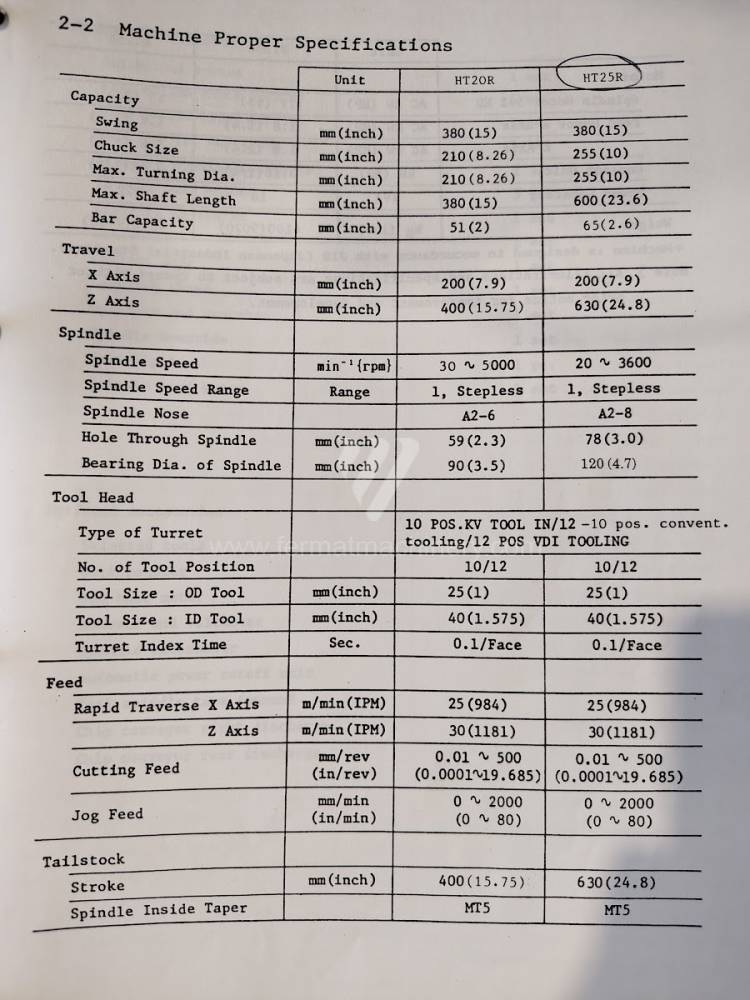
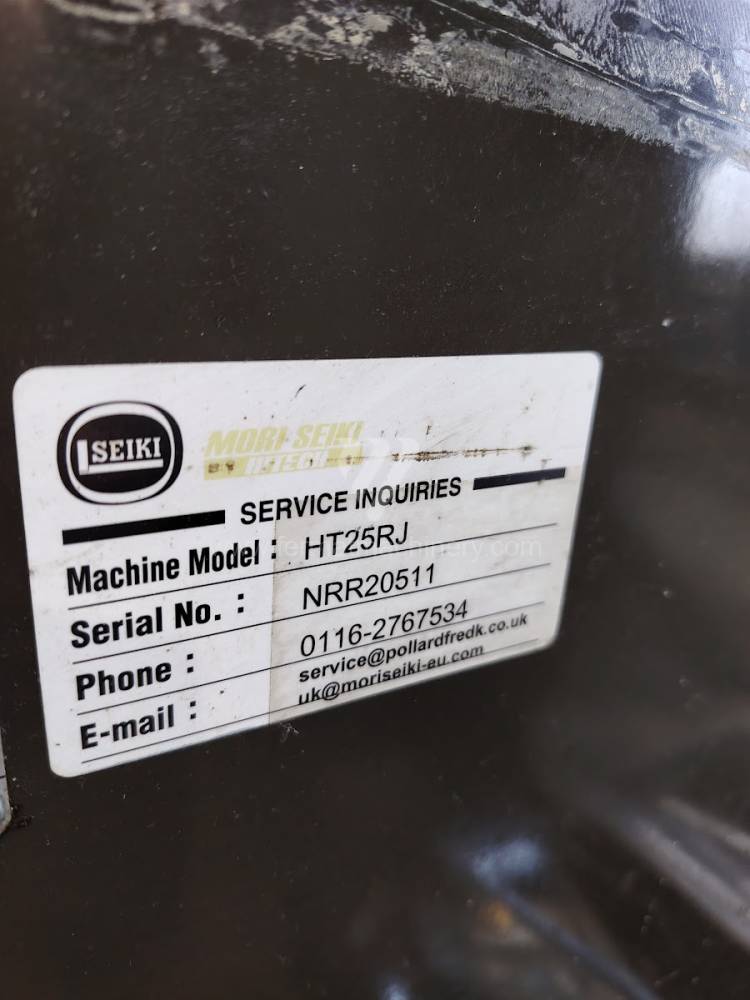
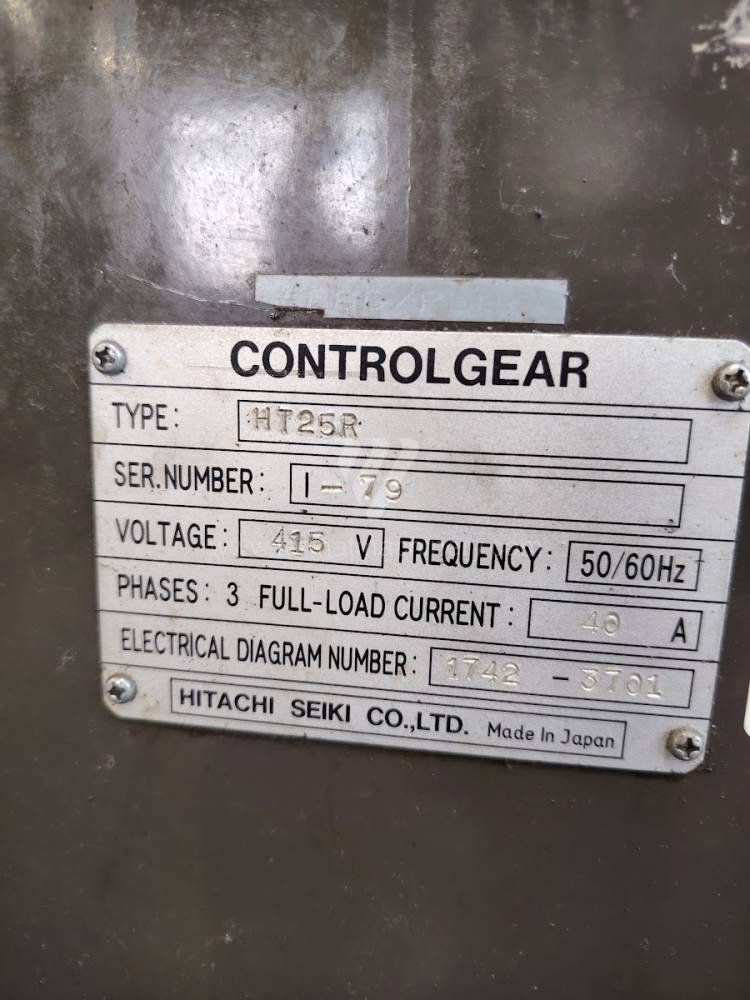
HT 25R
Hitachi Seiki
Núm. de inventario: 251342
Año de fabricación:1996
:
Diámetro de giro: 255 mm
: 600
Lecho inclinado: No
Perforación del husillo: 78 mm
: Sí
ST-25
Haas Automation
Núm. de inventario: 241759
Año de fabricación:2017
Sistema de control Haas:
Diámetro de giro: 298 mm
: 571
Lecho inclinado: Sí
Perforación del husillo: 76 mm
: Sí
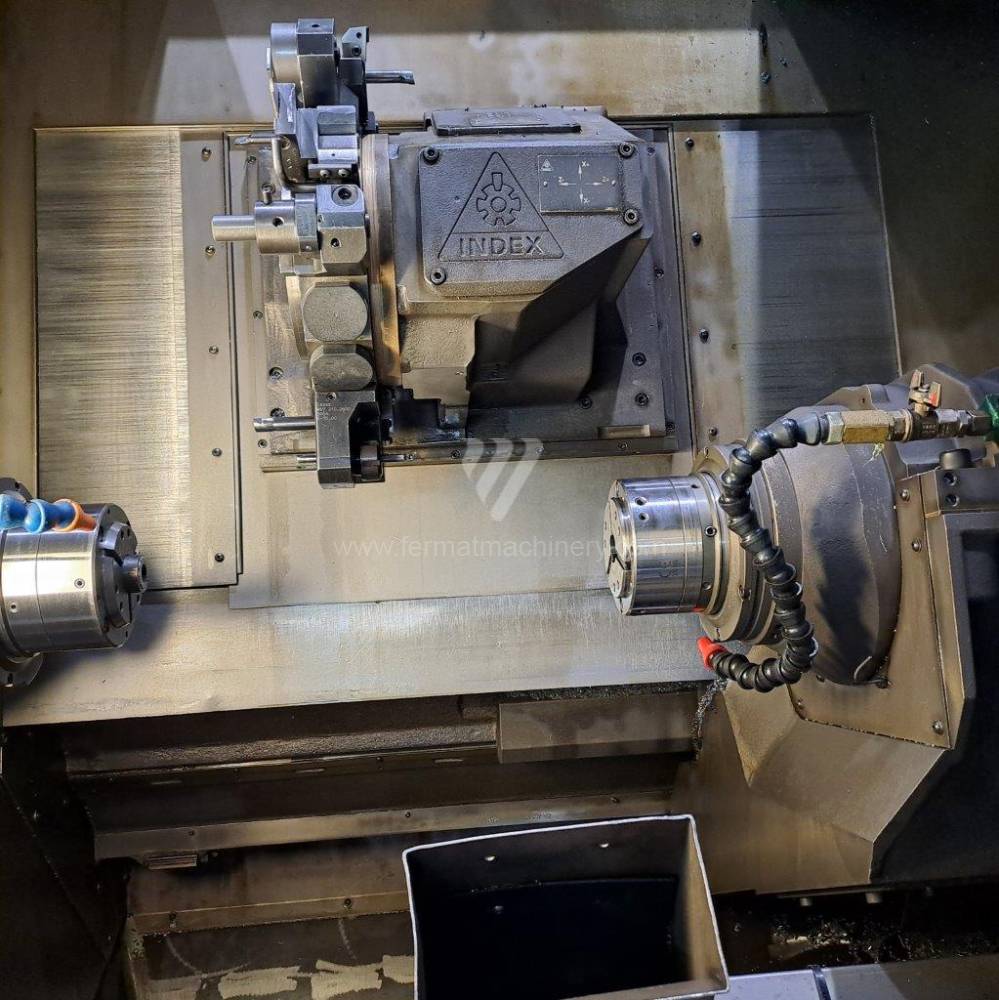
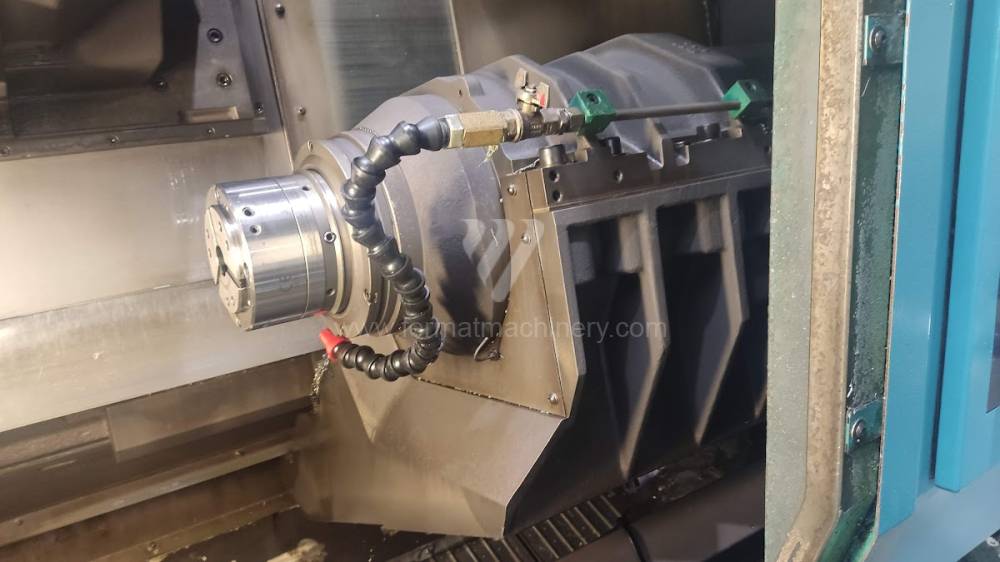
The regular lathe consists of following parts: beds, spindle, support, tailstock spindle or sliding gearbox.
Basic division of the inclination of the lathe bed:
- horizontal or sloping (inclination 45 degrees)
- sliding or linear
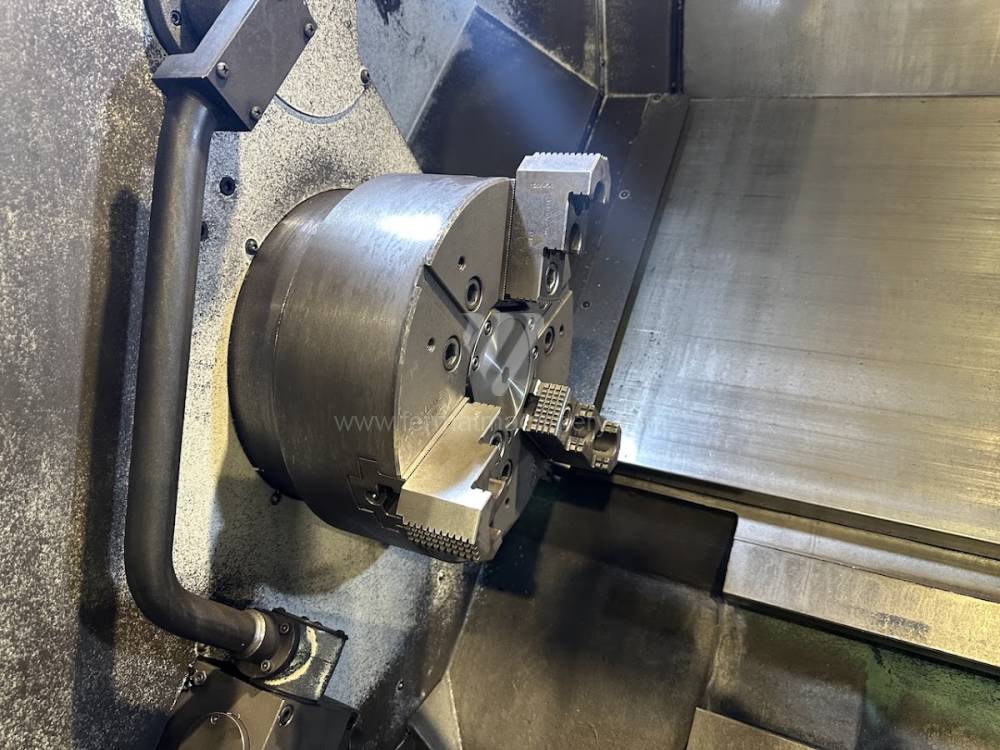
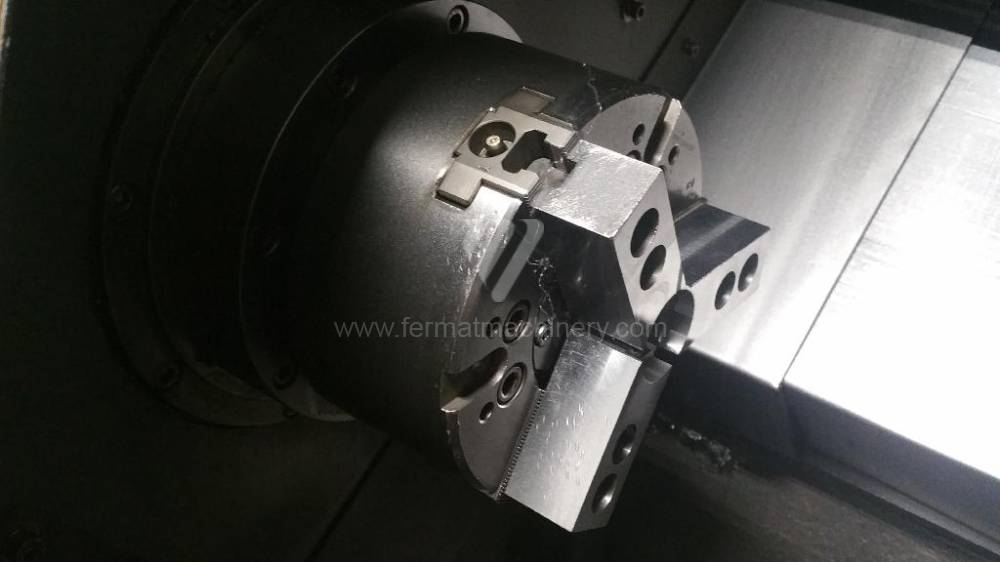
Clamping part – it is usually formed by a chuck on one side and tailstock on the other, or a chuck and second clamping part by a counter spindle.
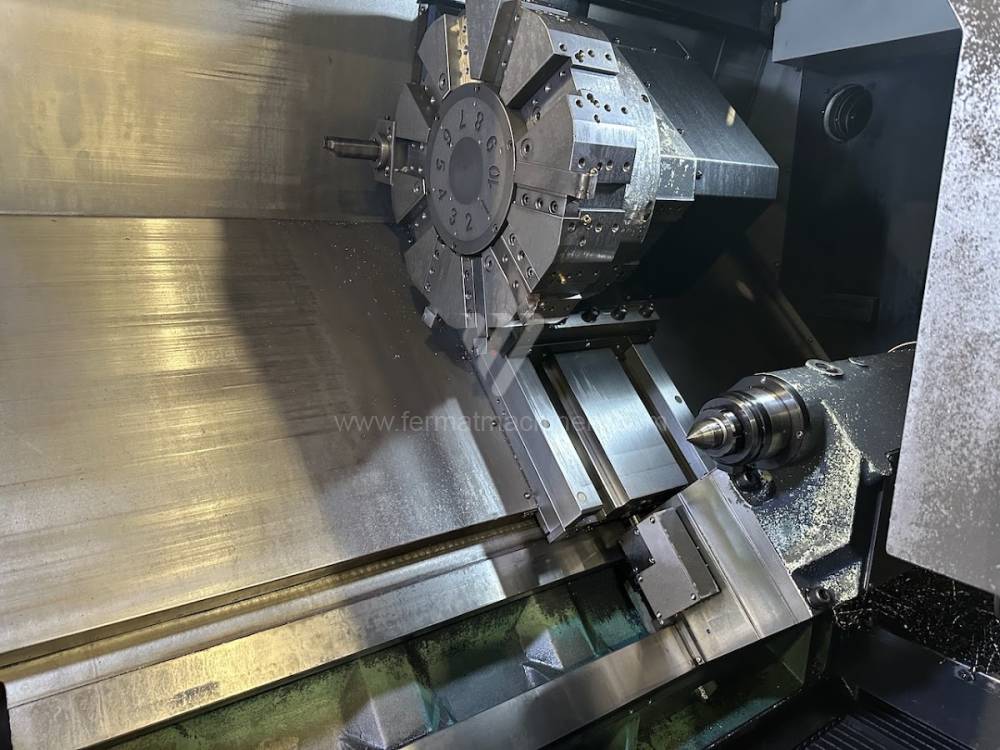
Cutting part – formed by a cutting wedge attached to the longitudinal part - the Z axis.
The transverse part (perpendicular to the axis of the spindle) designated as the X-axis, or the automatic tool head, also usually located on the transverse feed on the machine.
Other axes, used especially in case of CNC lathes:
- Axis C1 (indexed spindle position,
- axis C2 (indexed axis of the counter spindle)
- axis Y (Axis Y enables movement of tool perpendicular to axis Z and machining with live tools)
- axis B (indexed support axis)
The machine can be erupted with a measuring tool probe (automatically or manually foldable).